ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 1.1 Характеристика готового проката и заготовки
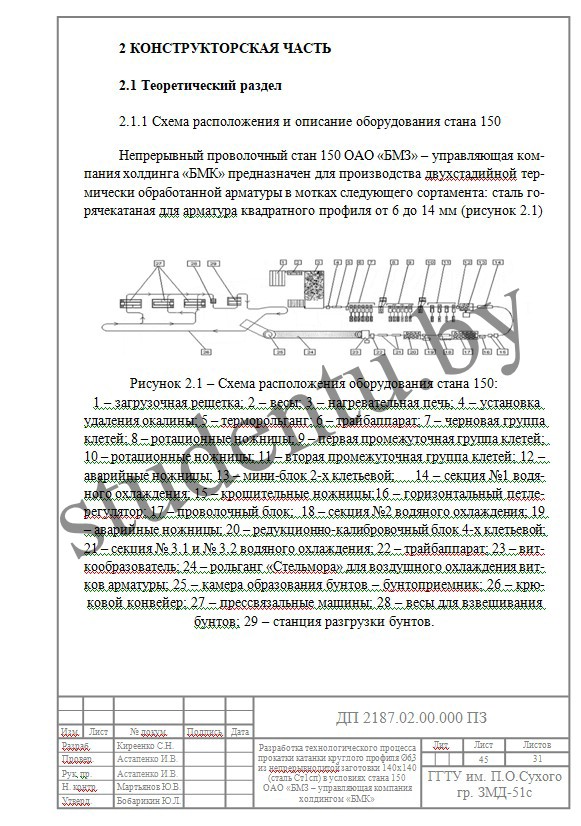
2 КОНСТРУКТОРСКАЯ ЧАСТЬ2.1 Теоретический раздел 2.1.1 Схема расположения и описание оборудования стана 150 Непрерывный проволочный стан 150 ОАО «БМЗ» – управляющая компания холдинга «БМК» предназначен для производства двухстадийной термически обработанной арматуры в мотках следующего сортамента: сталь горячекатаная для арматура квадратного профиля от 6 до 14 мм (рисунок 2.1)
2.1.3 Описание конструкции и исходные данные для расчета

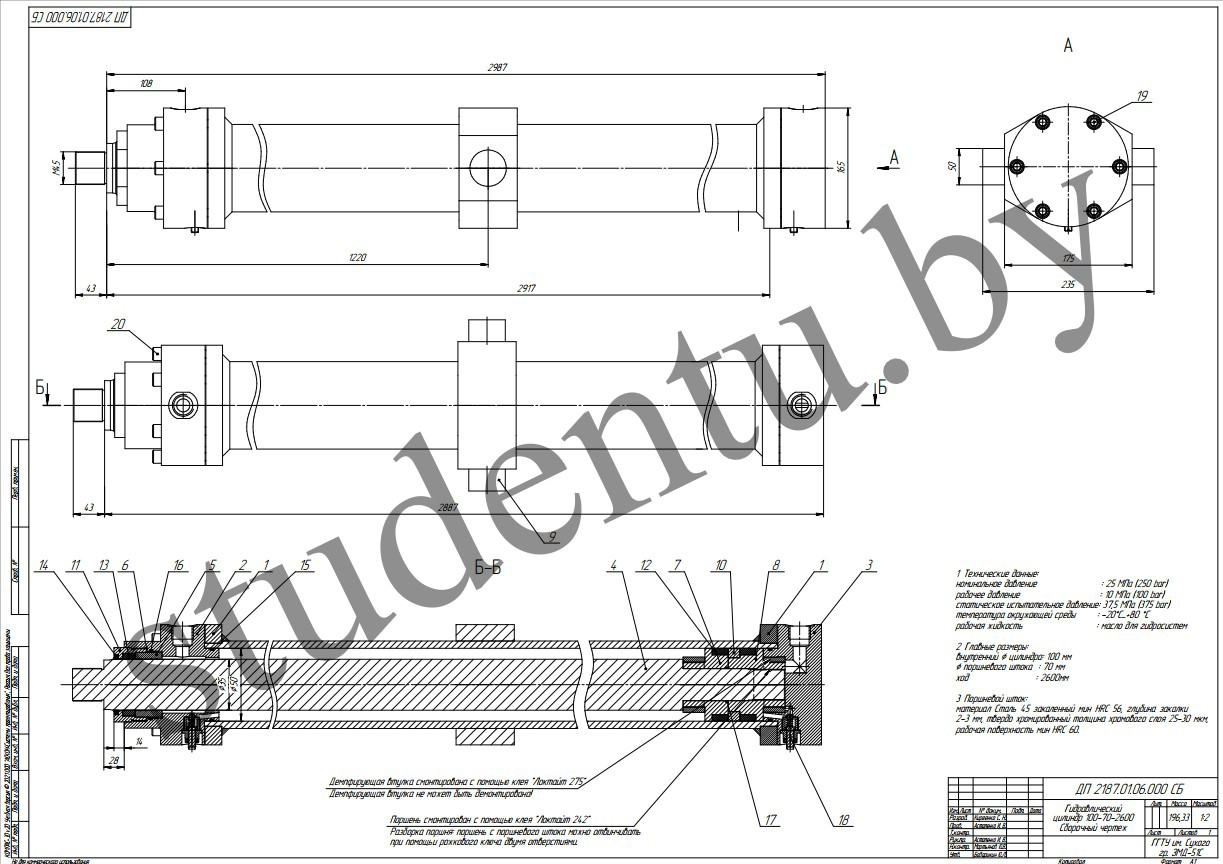
2.2 Расчетный раздел2.2.1 Расчет гидроцилиндра

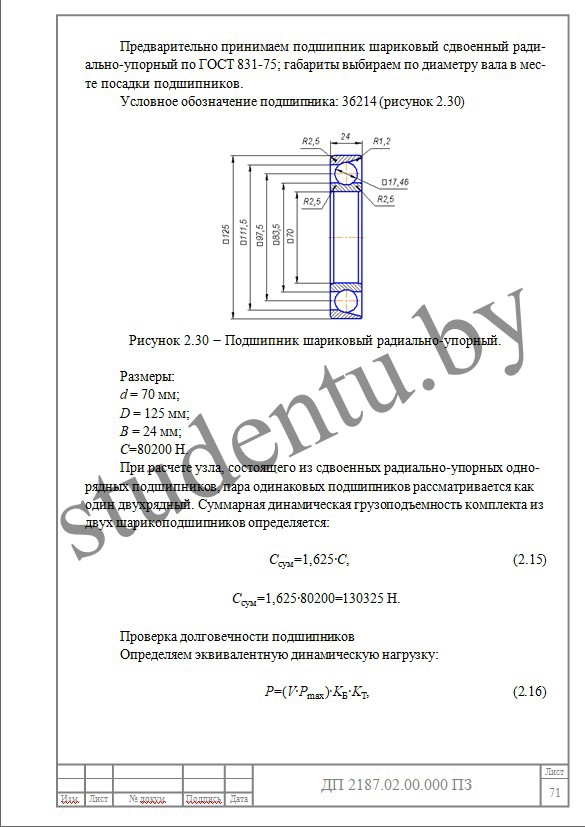
2.2.3 Расчет подшипников качения
3 ОХРАНА ТРУДА 3.1 Организация охраны труда на стане 150 СПЦ-1 ОАО «БМЗ» – УКХ «БМК» На ОАО «БМЗ» охрана труда рассматривается, как техническая составляющая системы мероприятий и средств, обеспечивающих безопасность трудовой деятельности, сохранение здоровья и работоспособности человека в процессе труда. Контроль за состоянием охраны труда на БМЗ, осуществляет отдел «Охраны труда и техники безопасности». Возглавляет отдел начальник отдела.
3 ОХРАНА ТРУДА 4 ЭКОНОМИЧЕСКАЯ ЧАСТЬ 4.1 Организационно-техническое обоснование технологического процесса Целью дипломного проекта является повышение эффективности про-изводства стана 150 СПЦ-1 ОАО «БМЗ» - управляющая компания холдинга «БМК», с целью увеличения экспортных возможностей и потребительских свойств продукции, в частности разработки технологического процесса производства горячекатаного круглого профиля диаметром 6,3 мм из непрерывнолитой заготовки сечением 140×140 мм из стали Ст1сп.
ЗАКЛЮЧЕНИЕ
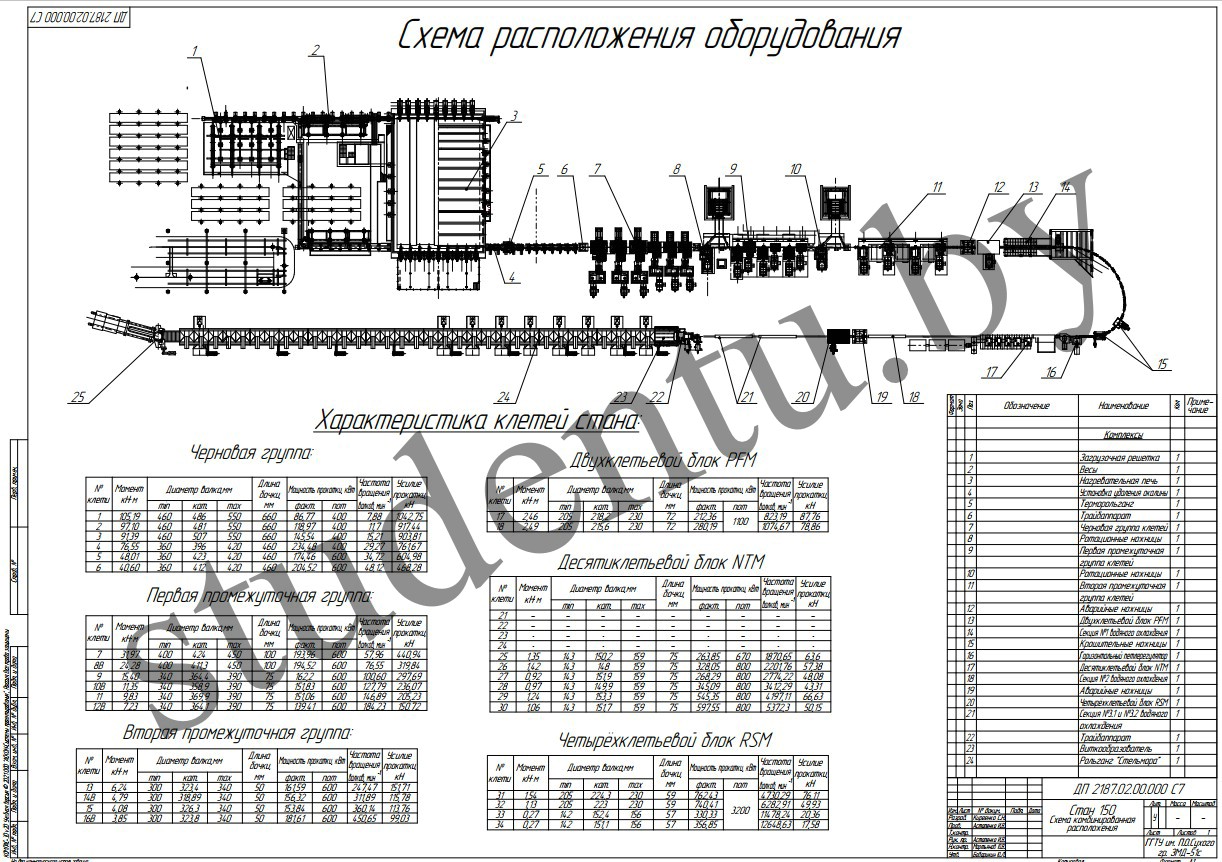
схема расположения оборудования
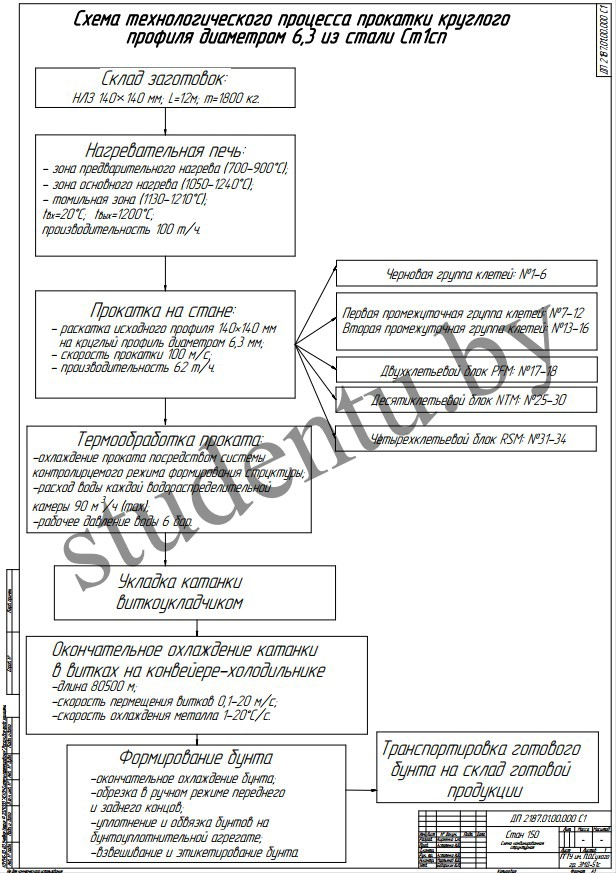
Технологическая схема
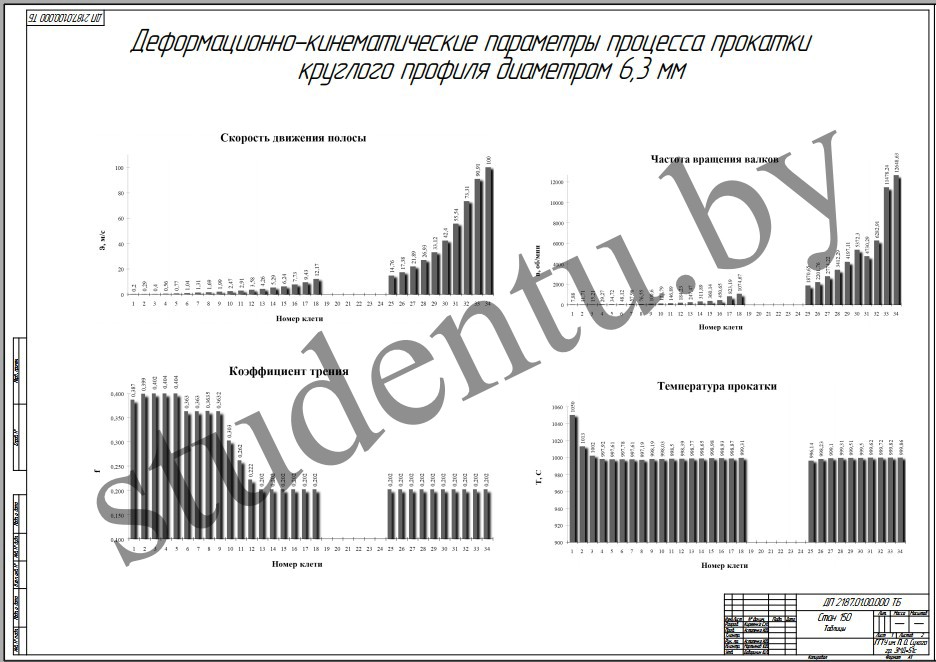
Режим прокатки
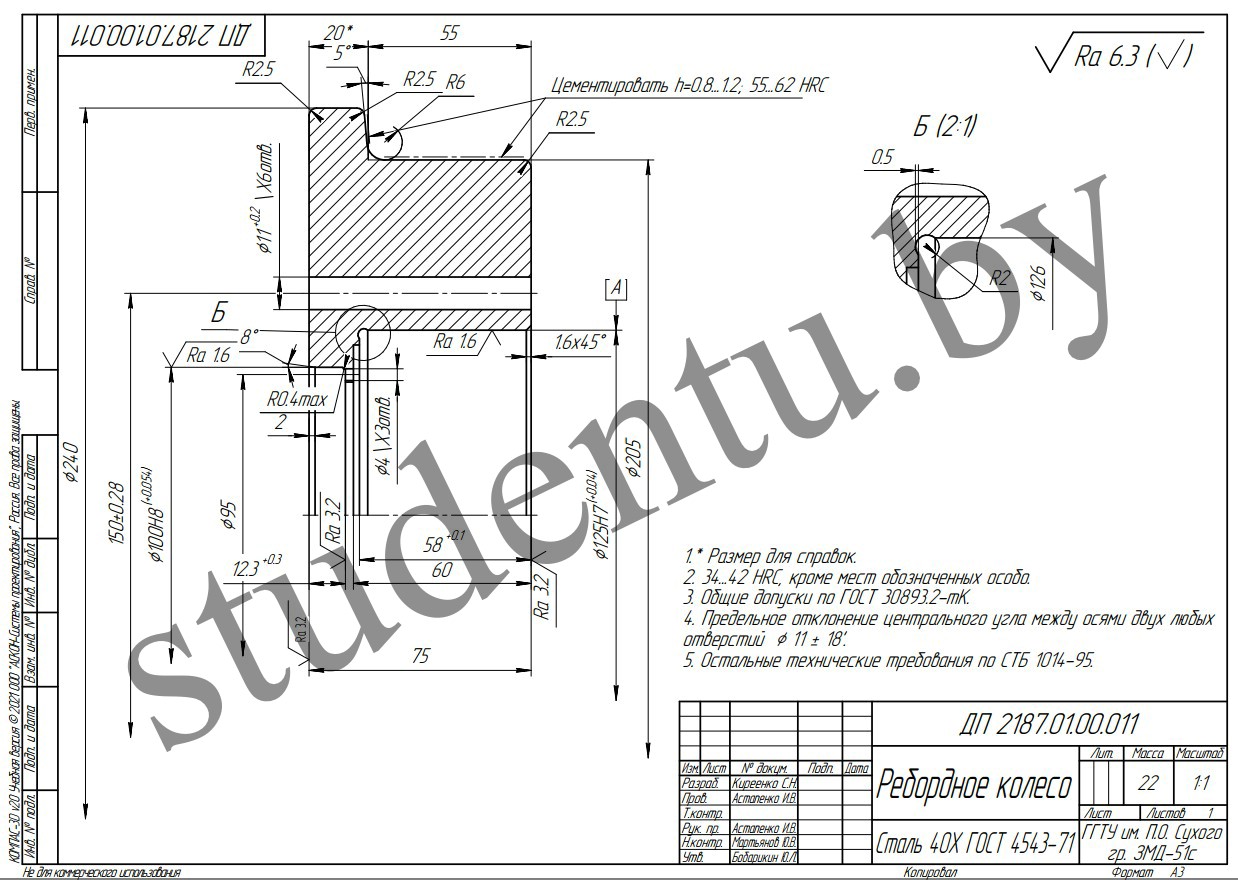
Ребордное колесо
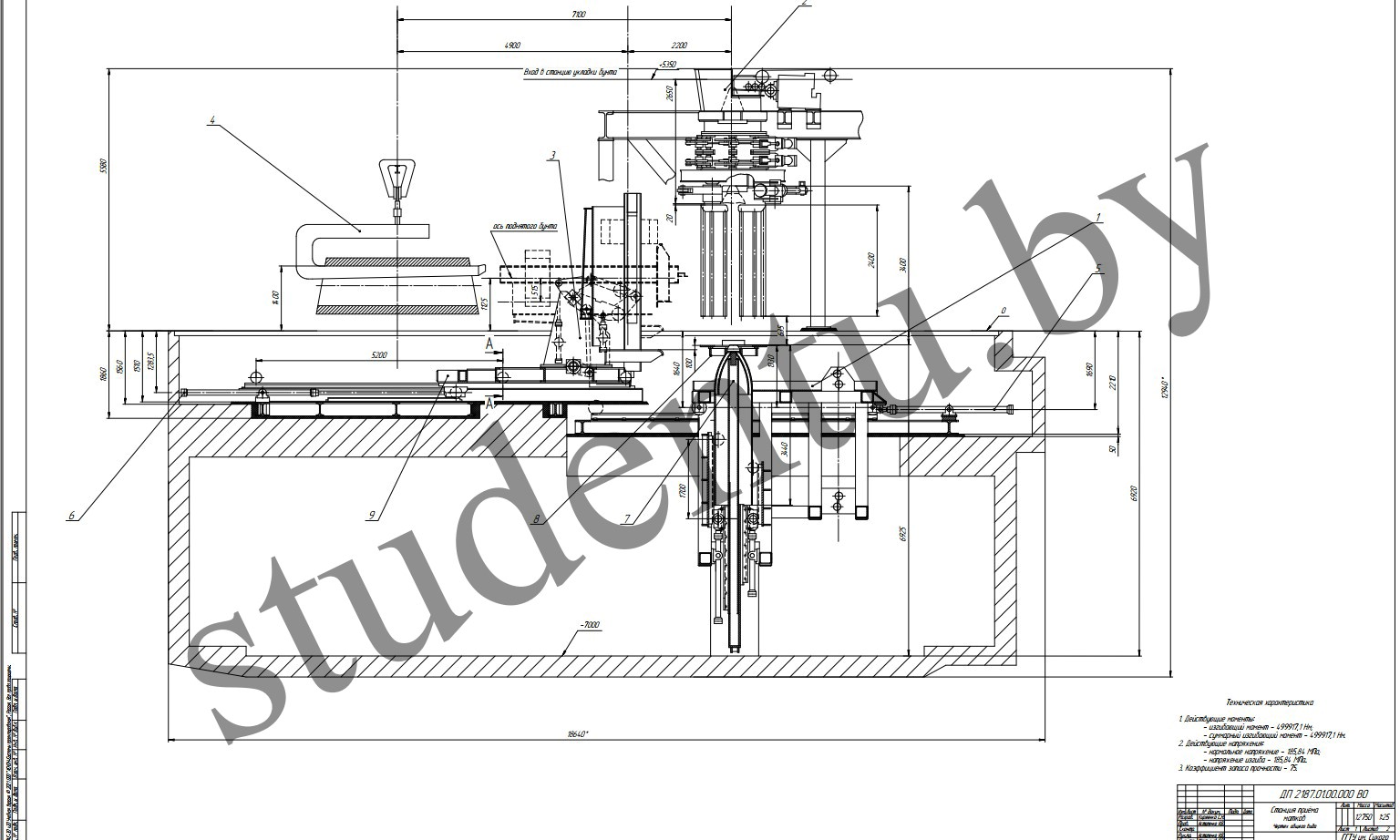
Общий вид станции приёма мотков
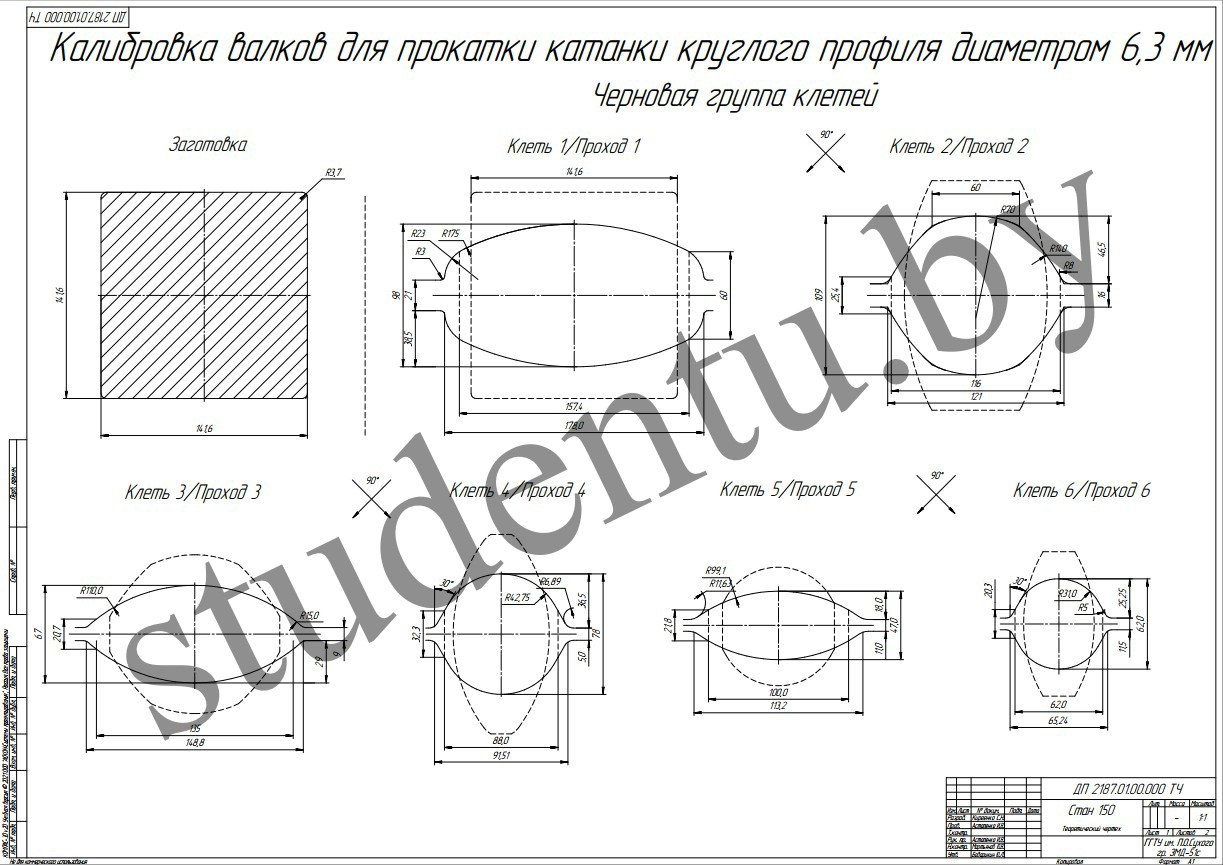
Калибровка
Гидроцилиндр
Экономика

В дипломном проекте разработана технология производства круглого профиля диаметром 6,3 мм из стали Ст1сп из заготовки сечением 140×140 мм. Для прокатки данного профиля используется система калибров прокатных валков овал – круг. Задействовано 28 прокатных клетей: черновая группа (1–6 клеть), первая промежуточная группа (7-12 клеть), вторая промежуточная группа (13-17 клеть), двух клетьевой блок PFM (17-18), десятиклетьевой блок NTM (25-30) и калибрующая группа клетей (31-34 клеть). В Технологической частиприведено описание технологического про-цесса производства круглого профиля диаметром 6,3 мм из стали Ст1псв условиях прокатного стана 150СПЦ-1 ОАО «БМЗ» и произведены следующие расчеты: - расчет кинематических параметров прокатки; - расчет энергосиловых параметров прокатки. По результатам расчёта можно сделать вывод о соответствии расчёт-ных параметров технологическим возможностям стана 150. В Конструкторской части приведено описание и принцип работыстан-ции для приёма мотков.Выполнены проектно-прочностные расчёты на прочность основных элементов клети. По результатам расчёта можно сделать вывод, что, рассчитанные элементы отвечают всем характеристикам работоспособности и удовлетворяют условиям прочности и надёжности.